smt là viết tắt của cụm từ surface mount technology (công nghệ gắn trên bề mặt) hay còn gọi là công nghệ hàn dán trong công nghệ pcb, công nghệ này du nhập vào Việt Nam từ năm 2008 và được phát triển khá rộng rãi theo nhu cầu. yêu cầu nhỏ gọn của sản xuất và pcb.
khái niệm smt:
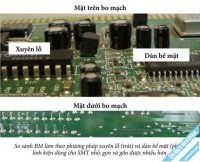
Hàn là phương pháp gắn các linh kiện điện tử trực tiếp lên bề mặt của bảng mạch (pcb). Linh kiện điện tử dành riêng cho công nghệ này được viết tắt là smd. Trong ngành công nghiệp điện tử, SMT đã thay thế phần lớn công nghệ đóng gói linh kiện trên bảng PCB xuyên lỗ, nghĩa là các linh kiện điện tử được cố định trên bề mặt PCB bằng phương pháp xuyên lỗ và được hàn bằng bể chì nóng.
Công nghệ smt được phát triển từ những năm 1960 và được sử dụng rộng rãi vào cuối những năm 1980. Có thể nói công ty ibm của Mỹ là công ty tiên phong trong việc ứng dụng công nghệ này. Trước đó, các linh kiện điện tử phải được gia công bằng một miếng kim loại gắn ở hai đầu để có thể hàn trực tiếp lên bề mặt của mạch in. Kích thước thành phần giảm đáng kể và việc gắn các thành phần trên cả hai mặt của pcb làm cho công nghệ smt trở nên phổ biến hơn so với việc gắn các thành phần qua lỗ để tăng tính linh hoạt. Thông thường, mỗi thành phần được gắn vào bề mặt của mạch in với diện tích phủ chì tối thiểu, trong khi ở phía bên kia của PCB, các thành phần được gắn đơn giản bằng một miếng dán hàn tương tự. Kết quả là, kích thước vật lý của các thành phần đang giảm. Công nghệ SMT có mức độ tự động hóa cao và không cần nhiều nhân công, đặc biệt là tăng năng suất sản xuất.
Công nghệ hàn SMD (bao gồm tụ, điện trở, led và smt, được gọi chung là thành phần cơ bản của SMT)
Các công ty khác nhau có chuyên môn và bí quyết kỹ thuật khác nhau khi nói đến việc sản xuất máy móc và đặt smt trong dây chuyền. Tuy nhiên, các công đoạn từ bốc xếp đến thành phẩm (ván dăm) đều tương tự nhau.
Các giai đoạn này bao gồm:
- Quét kem hàn (solder paste) lên bo mạch trần nơi đã mạ sẵn các chân hàn bằng vàng, chì thiếc, bạc…sử dụng mặt nạ hàn để thực hiện việc này. .
- Cài chip, treo ic
- Sưởi ấm-làm mát
- Kiểm tra và sửa lỗi.
- Các thành phần nhỏ hơn
- Rất ít lỗ cần được đục lỗ trong quá trình chế tạo pcb
- Lắp ráp dễ dàng hơn
- Tự động sửa các lỗi nhỏ gặp phải trong quá trình đóng gói (sức căng bề mặt của kem hàn nóng chảy làm dịch chuyển các thành phần khỏi vị trí của các chốt hàn trên bảng)
- Các thành phần có thể được gắn trên cả hai mặt của bảng
- Giảm trở kháng và điện trở của lớp tiếp xúc chì (cải thiện hiệu suất của các thành phần tần số cao)
- Khả năng chống sốc và rung tốt hơn
- Các thành phần trong công nghệ smt thường rẻ hơn các thành phần trong công nghệ xuyên lỗ
- Các hiệu ứng tần số cao (rf) không mong muốn ít xảy ra hơn khi sử dụng công nghệ smt so với các thành phần sử dụng công nghệ hàn chì, giúp dự đoán các đặc tính của thành phần. kiện.
- Sự ra đời của công nghệ smt dần thay thế công nghệ đóng gói xuyên lỗ, nhưng điều này không có nghĩa là smt là hoàn toàn lý tưởng. Vấn đề mà công nghệ này cần khắc phục là quy trình sản xuất SMT phức tạp hơn nhiều so với công nghệ đóng gói xuyên lỗ, đầu tư ban đầu lớn và hệ thống lắp đặt mất nhiều thời gian.
Quét hợp kim hàn (thường là quét thiếc)
Trên bảng mạch in không đục lỗ, nơi gắn các linh kiện, có một lớp vật liệu dẫn điện được mạ sẵn như chì thiếc, bạc hoặc vàng – những lớp này được gọi là chân hàn (hoặc miếng đệm). Sau đó, hàn dán (thường ở dạng hỗn hợp hợp kim hàn (có thành phần khác nhau, tùy thuộc vào công nghệ và đối tượng hàn) và các hạt hàn) và hàn dán được quét lên bề mặt mạch để in. Để ngăn keo hàn dính vào nơi không cần thiết, phải sử dụng một dụng cụ đặc biệt gọi là mặt nạ kim loại (hoặc khuôn tô), được làm bằng màng thép không gỉ và được gia công, đục lỗ trên đó. Các lỗ tương ứng với vị trí của các con chip trên bảng – đây là cách dán chất hàn vào các vị trí mong muốn. Nếu các bộ phận cần được gắn ở phía bên kia của bo mạch, thiết bị CNC phải được sử dụng để đặt các chấm vật liệu có độ nhớt cao vào các vị trí của bộ phận. Sau khi bề mặt được phủ bằng keo hàn, bảng mạch được chuyển đến máy định vị.
Cài chip, treo ic
Các thành phần smds, có kích thước nhỏ, thường được chuyển đến một băng tải (giấy hoặc nhựa) quay quanh một số trục. Trong khi đó, ic thường được lưu trữ trong các khay riêng biệt. Dụng cụ nhặt phoi CNC sẽ lấy phoi ra khỏi khay và đặt chúng lên trên pcb được phủ bằng keo hàn. Các thành phần ở mặt dưới của bảng được gắn trước và điểm keo nhanh chóng được xử lý bằng nhiệt hoặc bức xạ tia cực tím. Sau đó, tấm ván được lật lại và người lắp ráp thực hiện phần còn lại trên bề mặt tấm ván.
Sưởi ấm-Làm mát
Sau khi quá trình chọn và kết nối các thành phần hoàn tất, bo mạch được gửi vào lò. Trước tiên, bo mạch đi vào khu vực làm nóng sơ bộ, nhiệt độ của bo mạch và tất cả các thành phần tăng tương đối đồng đều và chậm. Điều này giảm thiểu ứng suất nhiệt khi quá trình lắp ráp hoàn tất sau khi hàn. Sau đó, bo mạch đi vào khu vực có nhiệt độ đủ cao để làm tan chảy các hạt hàn trong hỗn hợp hàn, hàn các đầu linh kiện vào bo mạch. Sức căng bề mặt của chất hàn nóng chảy ngăn ngừa sự sai lệch của linh kiện và nếu bề mặt trắc địa của chốt hàn được tạo ra như thiết kế, sức căng bề mặt sẽ tự động điều chỉnh linh kiện vào đúng vị trí.
Sau quá trình chọn và lắp đặt, có một số kỹ thuật để làm nóng và ủ bảng. Các kỹ thuật chúng ta thường bắt gặp là sử dụng đèn hồng ngoại, khí nóng. Trong trường hợp đặc biệt, có thể sử dụng chất lỏng CF4 sôi cao. Kỹ thuật này được gọi là cán màng. Cách tiếp cận này không còn là ưu tiên hàng đầu của việc xây dựng một nhà máy. Ngày nay, khí làm giàu nitơ hoặc khí nén giàu nitơ được sử dụng rộng rãi trong các lò ủ đối lưu. Tất nhiên, mỗi phương pháp đều có ưu và nhược điểm riêng. Để ủ IR, các kỹ sư thiết kế phải bố trí các linh kiện trên bo mạch sao cho các linh kiện thấp hơn không rơi vào khu vực của các linh kiện cao hơn. Nếu nhà thiết kế biết trước về chu kỳ nhiệt hoặc hàn đối lưu, anh ta sẽ dễ dàng hơn trong việc sắp xếp các bộ phận để gắn trên bảng. Đối với một số thiết kế, cần phải hàn tay hoặc lắp đặc biệt các bộ phận đặc biệt hoặc tự động hóa bằng thiết bị hồng ngoại tập trung. Sau quá trình hàn, bo mạch phải được “làm sạch” để loại bỏ chất hàn còn sót lại trên đó, vì bất kỳ chất hàn nào trên bề mặt bo mạch sẽ làm chập mạch hệ thống. Các vật liệu hàn khác nhau được làm sạch bằng các hóa chất khác nhau và được làm sạch bằng các dung môi khác nhau. Phần còn lại là dung môi, rửa lại bằng nước sạch và làm khô nhanh bằng khí nén. Nếu bề ngoài không phải là vấn đề đáng lo ngại và vật liệu hàn không gây đoản mạch hoặc ăn mòn thì có thể không cần thực hiện bước làm sạch này, giúp tiết kiệm chi phí và giảm thiểu ô nhiễm chất thải.
Kiểm tra và sửa lỗi
Cuối cùng, bo mạch được gửi đến một bộ phận kiểm tra quang học để phát hiện các thành phần bị thiếu hoặc sửa lỗi vị trí thành phần. Khi cần thiết, chúng ta có thể lắp đặt nhiều trạm kiểm tra quang học cho dây chuyền xử lý để phát hiện sai sót sau mỗi công đoạn.
Ở giai đoạn này, chúng ta có thể sử dụng máy aoi quang học (kiểm tra quang học tự động) hoặc sử dụng tia X. Các thiết bị này cho phép phát hiện lỗi vị trí, lỗi tiếp xúc của linh kiện và hàn dán trên bề mặt mạch in.
Ưu điểm của việc sử dụng công nghệ smt
Do kích thước linh kiện rất nhỏ và độ phân giải của linh kiện trên bo mạch cao nên việc nghiên cứu và triển khai công nghệ này một cách thủ công sẽ dẫn đến tỷ lệ hỏng hóc tương đối cao và giá thành cao. .
Hiện tại sản phẩm của smt tương đối đa dạng, có thể đáp ứng các nhu cầu từ thủ công đến tự động hóa hoàn toàn. Hầu hết các hãng sản xuất thiết bị smt hàng đầu thế giới đều tham gia triển lãm như samsung-smt, speedline (Mỹ) hay juki (Nhật Bản). Với sự xuất hiện của các sản phẩm smt và xu hướng chuyển dịch đầu tư, Việt Nam chắc chắn sẽ trở thành quốc gia có nền công nghiệp điện tử phát triển trong khu vực và thậm chí trên thế giới trong thời gian tới.
(theo codientu.org)